
 全国统一服务热线:136-2848-9798
全国统一服务热线:136-2848-9798
136-0834-9845

-

铝阳极氧化设备是怎样进行工作的
铝阳极氧化吸附能力强,耐腐蚀性好,电绝缘性好,隔热性高。阳极氧化铝产品之所以在很多行业得到应用,是因为它有很多优点,并且随着科技的发展而不断更新。
09-16 查看详细>> -

铝合金阳极氧化可以改善铝管的性能
铝合金阳极氧化可以显著提高铝管各方面的性能:铝管是有色金属管材的一种,是指将纯铝或铝合金沿其纵向长度挤压成中空的金属管状材料。铝管可以有一个或多个封闭的通孔,壁厚和横截面均匀,可以直线或滚动输送。广泛应用于汽车、船舶、航空航天、航空、电器、农业、机电、家居等行业。
09-13 查看详细>> -
浅谈铝材阳极氧化有怎样的发展
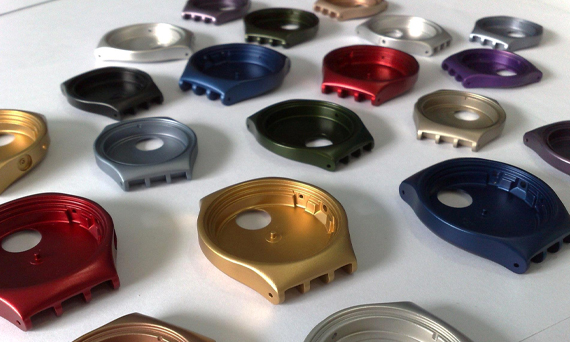
铝板阳极氧化可以显著提高铝合金的耐蚀性、表面硬度和耐磨性。经过适当的着色处理,具有良好的装饰性。铝及其合金阳极氧化膜的着色技术可分为化学着色、电解着色和电解整体着色三种类型对铝进行阳极氧化。
09-10 查看详细>> -

铝阳极氧化工艺有怎样的要求
铝作为重要的基础工业原料,广泛应用于国民经济建设的各个领域,经济繁荣直接影响国内铝需求。目前,建筑、交通、电力、机械行业是国内铝产品需求的四大支柱产业,占总需求的68%。
09-06 查看详细>> -
铝导电氧化常见的故障讲解
铝导电氧化;常见故障及原因分析 1.铝合金产品经导电氧化硫酸盐处理后,局部无氧化膜,呈现肉眼可见的黑点或条纹,氧化膜有鼓包或孔洞现象。 究其原因,一般与铝及铝合金的成分、显微组织和相均匀性有关,或与溶解在电解液中的某些金属离子或悬浮杂质有关。铝及铝合金的化学成分、显微组织和金属相的均匀性会影响氧化膜的形成和性能。纯铝或铝镁合金的氧化膜容易形成,膜质量较好。但在铝硅合金或含铜量较高的铝合金中,氧化膜难以形成,形成的膜呈暗灰色,光泽度差。
09-04 查看详细>> -
硬质阳极氧化与普通阳极氧化的区别是什么
硬质阳极氧化与普通阳极氧化的区别在于,硬质阳极氧化的氧化膜有50%渗透到铝合金内部,50%附着在铝合金表面,因此硬质阳极氧化后产品的外部尺寸变大,内部孔洞变小。因此,在很多行业中,为了减轻产品重量,便于机械加工,保护环境,降低毒性,一些产品的部分零件已经用铝合金进行了硬氧化,代替了不锈钢和硬铬电镀。
08-30 查看详细>> -
铝型材阳极氧化与不氧化的区别是什么
铝的阳极氧化和不氧化有什么区别? 1.氧化后,表面会形成一层致密的氧化膜,使内部的铝不会继续氧化。非氧化铝在空气中容易被腐蚀,产生黄色斑点或黑点,而氧化产物在空气中长时间不会出现。
08-28 查看详细>>
 渝公网安备 50022702000842号
渝公网安备 50022702000842号